Surface Finishing
Surface Finishing at Palladin can take your Swiss Machined component from “nearly perfect” to ready for packaging, shipping and application. Our Surface Finishing can adjust physical and performance properties, as well as esthetic attributes, according to industry requirements for Automotive Parts, Defense Parts, Electronic Components and also short run prototype evaluation.
Surface Finishing Procedures We Provide Include:
Tumbling
Vibratory Finishing
Used to deburr, descale, burnish, cleanse, radius, and overall brighten large numbers of relatively small workpieces.
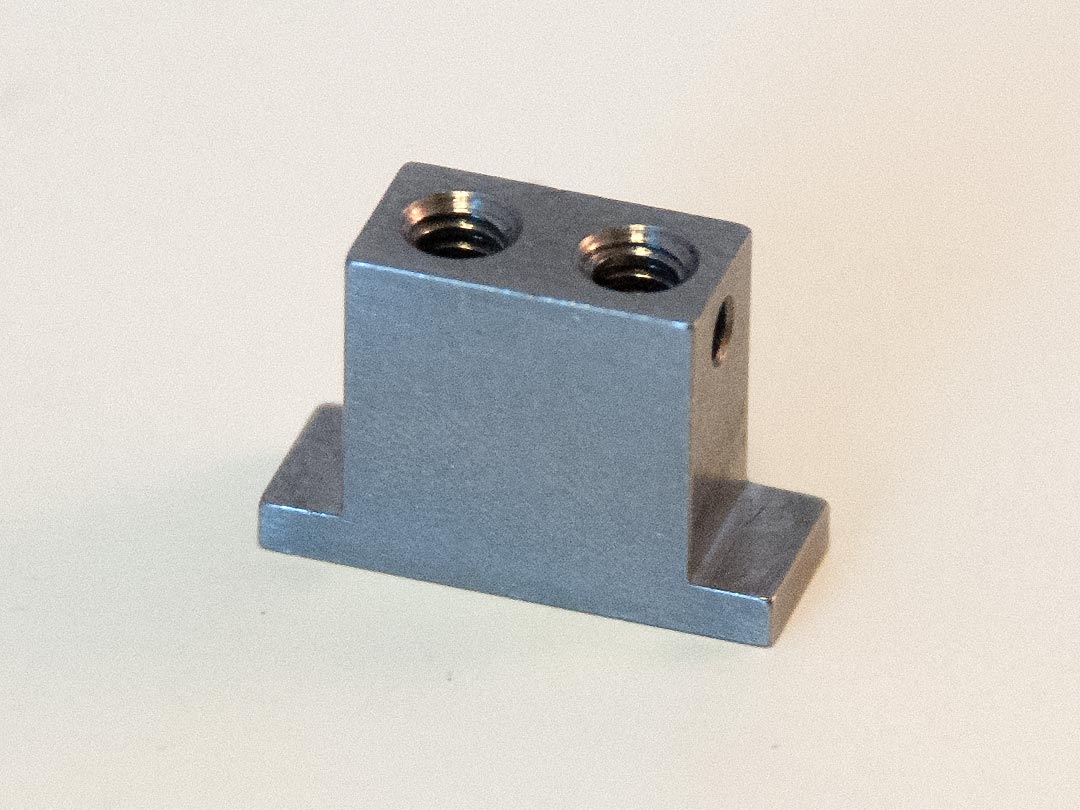
Bead Blasting
Bead blasting creates a uniform, matte finish on Turned Parts. The bead-blasted finish is often perfect for prototypes, and for finishing turned production runs that do not require a highly-polished finish.
Bead Blasting applies abrasive blasting techniques similar to water blasting and sandblasting. But instead of using water or sand, bead blasting forcibly sprays very fine beads of plastic, glass, or other substances to alter a parts surface. Depending on the material of the part being finished, a bead material is chosen that is abrasive enough to produce the desired finish desired, yet forgiving enough not to damage the part.
Another plus – the matte finish of Bead Blasting is also easier to photograph because reflections and glare are greatly reduced.
Magnetic Needle Deburring
Heat Treating
Centerless Grinding and Burnishing


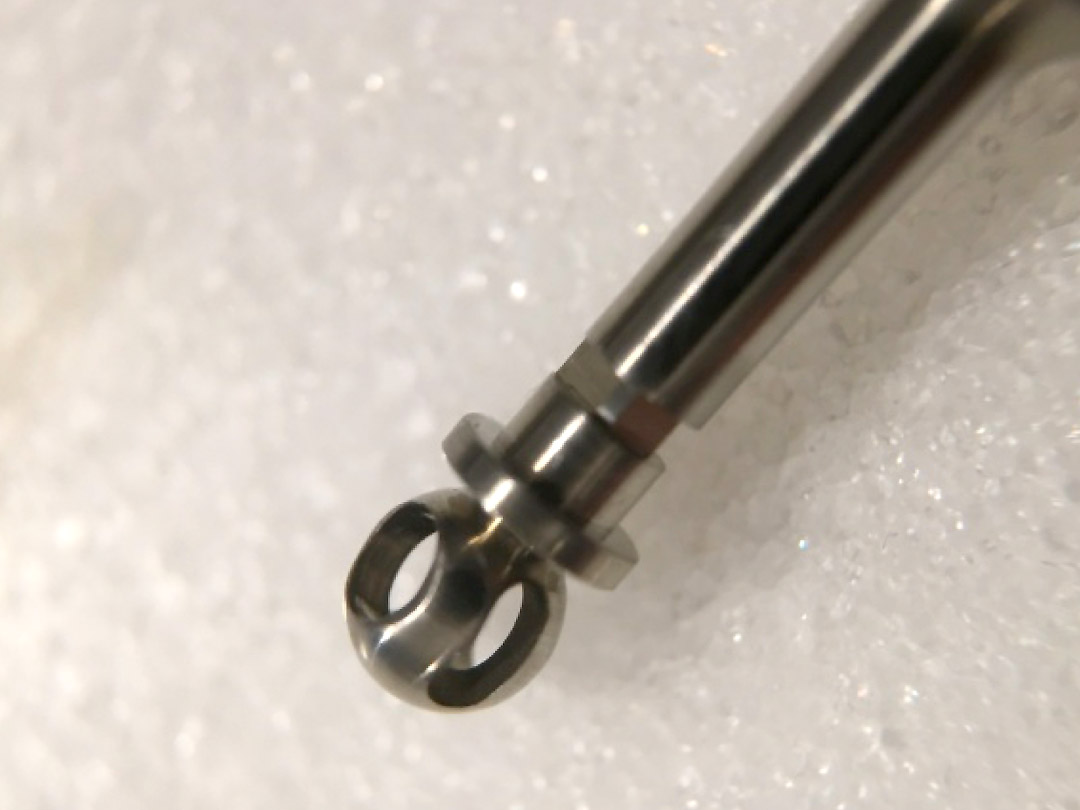
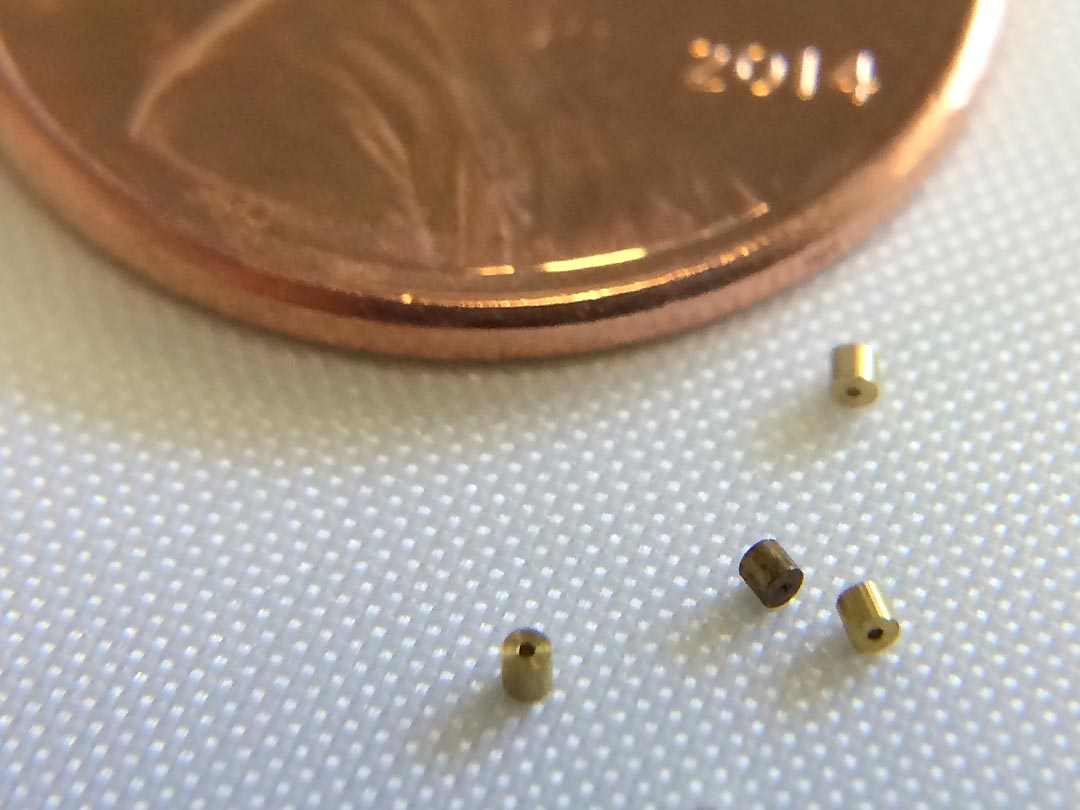
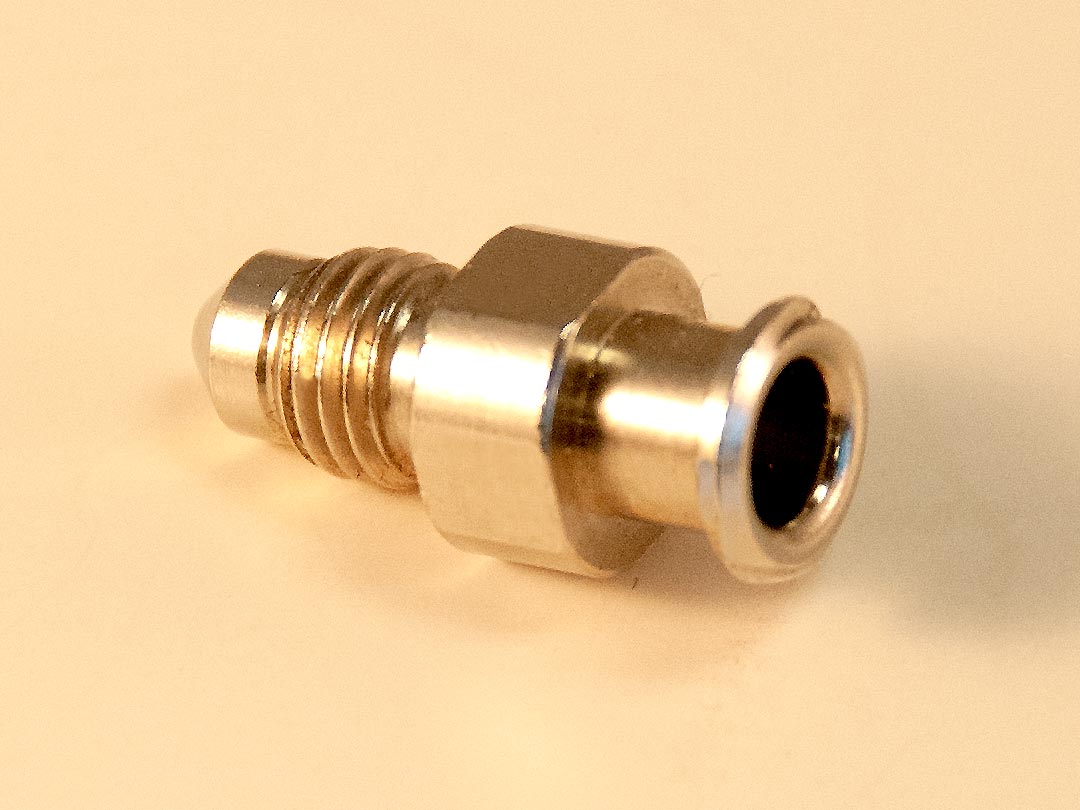
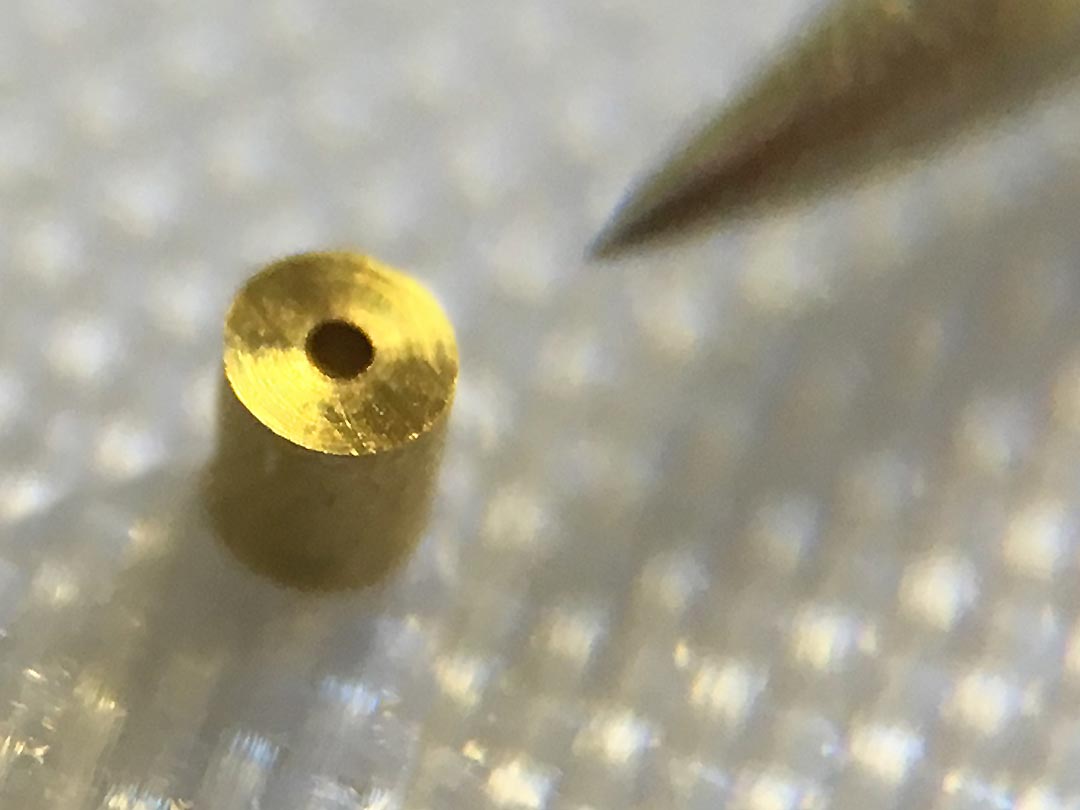
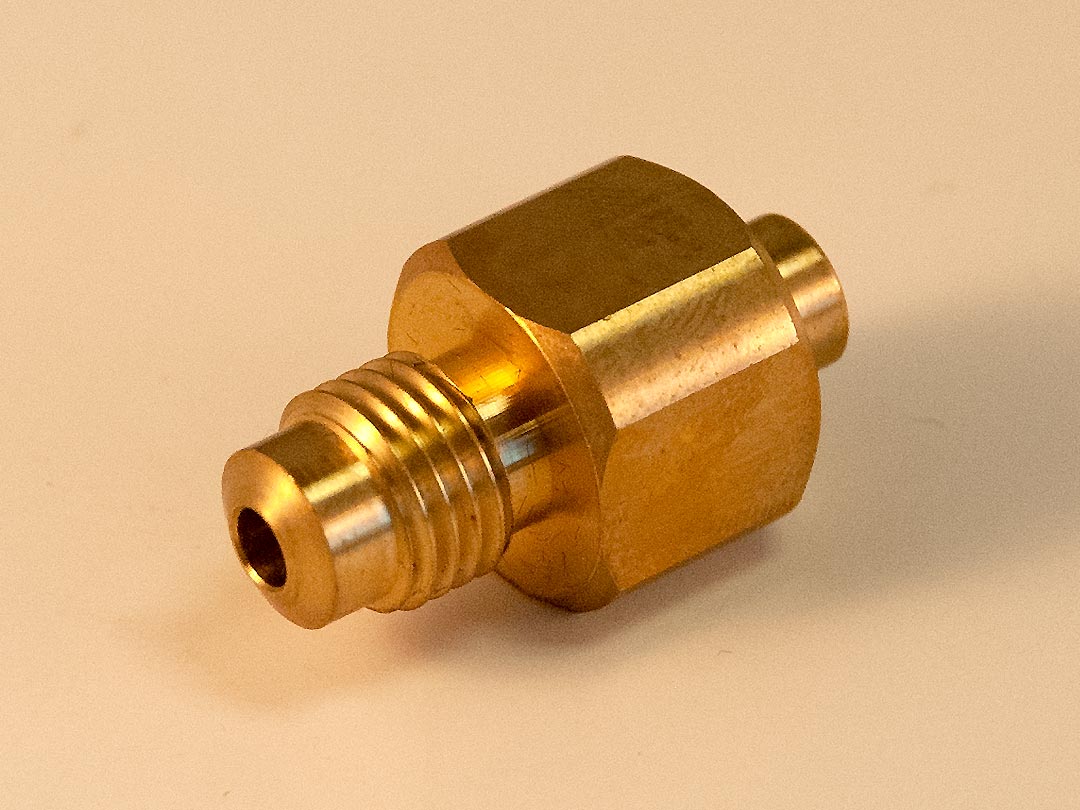
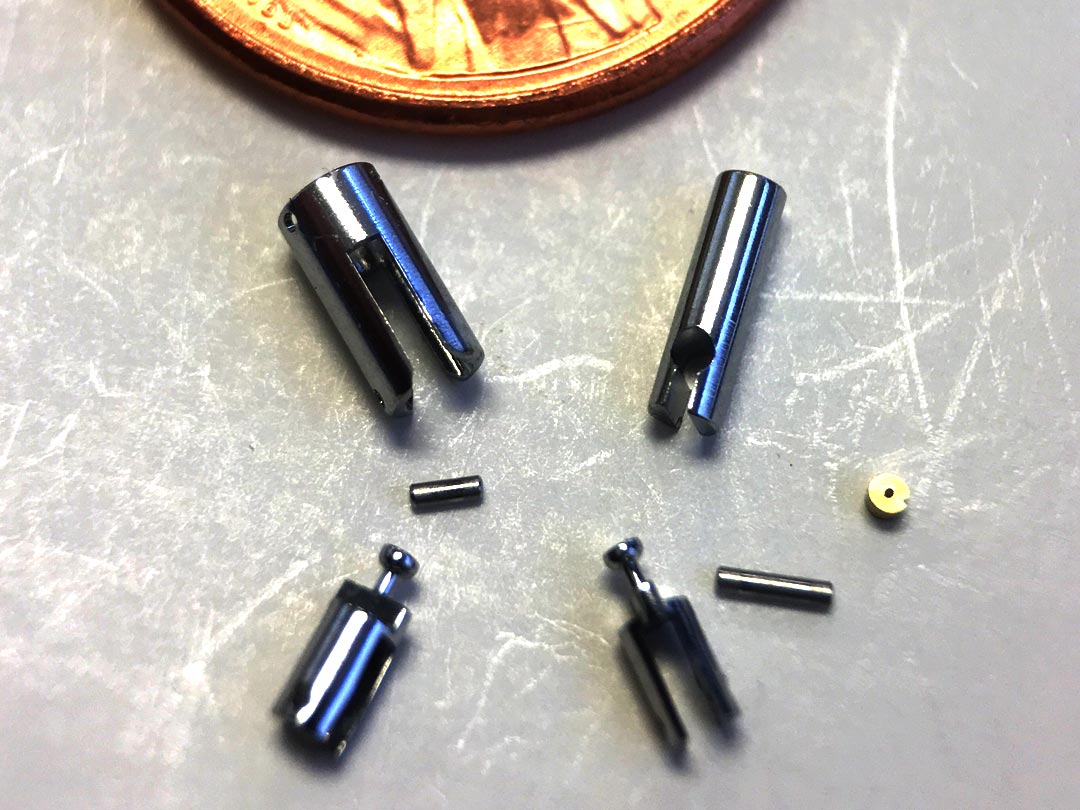
Palladin Swiss Turned Parts Gallery
(click any image to enlarge)













Contact Palladin
Palladin Precision Products
57 Bristol Street, Waterbury, CT 06708
203-574-0246